

地 址:广州市天河北路86号侨宏楼1006房
电 话:020-38866991 38866065
传 真:020-38866065
手 机:13902238286、18926120916
QQ:2783115425
E-MAIL:gzxinyugs@163.com 2783115425@qq.com
坩埚熔炼的特点与高效操作
坩埚熔炼的特点与高效操作
The Feature and High Efficient Processing of Crucible Melting
修毓平
摘要 介绍了目前主要应用于有色合金的坩埚炉熔炼的特点和发展概况,对国内外在坩埚熔炼高效操作方面的经验进行了分析和评述。
关键词:坩埚炉 熔炼 有色合金
ABSTRACT In this paper, the features and development of crucible furnace melting mainly used for nonferrous alloys have been introduced briefly. The domestic and overseas experiences on the high efficient processing have been remarked.
Key Words: Crucible Furnace, Melting, Nonferrous Alloys
一.坩埚熔炼的优点
16世纪中叶,陶瓷业者及炼金术士利用粘土制造坩埚,开始使用时先以慢火预热使水气蒸发,然后以猛火加热坩埚至金属熔化所需的温度。至18世纪末期,开始生产石墨质坩埚,但因成型技术落后,故与现代标准相比,寿命仍嫌太短。1820年,美国的JOSEPH 开发了一种坩埚,采用天然石墨和耐火粘土,因石墨导热性好,化学性能稳定,耐火力强,故坩埚寿命大大提高。从早期耐高温石墨坩埚逐步发展到超级超强坩埚,直到当今的高级碳化硅/石墨坩埚,人类走过了一段漫长的历史过程。与此同时,随着耐热耐蚀铸铁材质的进步和表面涂层防止渗铁技术的发展,合金铸铁坩埚亦在近几十年获得广泛的应用。特别是有色金属熔炼领域,采用石墨或铸铁坩埚的熔炉占有很大的比例。这主要得益于坩埚熔炼的一系列优点。
(1)烧损少
因被熔化的金属与火焰隔离,且从坩埚底部加热,充分利用了热对流作用,有利于炉料成分和温度的均匀,避免局部高温,使贵金属合金元素的氧化烧损及高温挥发减少。一般坩埚炉的金属烧损仅为1%-2%,而无坩埚炉高达5%-25%。
(2)冶金质量高
由于坩埚使火焰及燃烧产物与金属隔离,大大减少了氧化性气体对金属液的侵入。此外,便于对坩埚内的全部金属液进行净化处理,保证冶金质量的稳定。
(3)生产组织灵活
在生产不同种类和牌号的合金时,只需更换坩埚,不会象无坩埚炉那样,有金属液可能被污染之忧。此外,根据生产规模,可选用一个或多个可倾斜式坩埚炉作为集中熔化和分汤,再用数个坩埚可提出式保温炉作为机边炉;也可以不用集中熔化而在每台铸机旁配一台坩埚式熔化兼保温炉。这样,当某个炉子出现故障或需要维修时,不会对全局有较大影响。即使增加几台备用炉,投资也较小。当生产规模扩大时,熔炉添置的应对方案也比较灵活。
(4)成本低,占地省
与相同熔化能力的无坩埚炉相比,投资成本低,且占空间小,移动方便。
(5)安装调试简便
可直接放在地面上,接通能源即可开始作业。
(6)保养费用低,停工时间短
因炉衬不接触金属液,不易腐蚀,故炉衬寿命长。坩埚更换简便,对作业影响小。
二.现代坩埚熔炉的主要类型
一般坩埚炉所用热源为燃油,燃气及电力。主要类型有以下几种:
(1)可提出式坩埚炉
一般容量较小,坩埚可自炉内取出,将金属直接倒入型内。不同牌号合金可用不同的坩埚,同一熔炉也可用不同大小的坩埚,因此有较大弹性。
(2)汲出式坩埚炉(如图1)
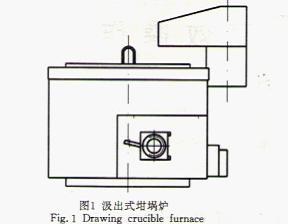
对铝合金而言,一般容量在50-500KG,主要用于压铸和重力铸造。具有自动点火(指燃油),自动温控,漏汤自动报警等功能,故生产成本较手动控制减少30%。电热坩埚炉主要用于保温,其熔化能力有限,往往因设计上的缺点使发热元件过早失效,致使输入动力损失近三分之一,而且更换电热元件频繁,费时费工,影响生产。
(3)倾倒式坩埚炉(如图2)
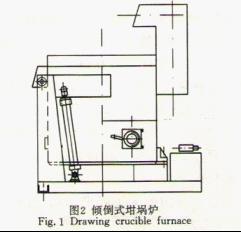
一般容量(铝)200-1600KG,用于单一合金熔化且出汤量较大时。熔化的金属倒入包内,然后分给保温炉或直接浇铸。早期的炉体倾倒机构是绕中央支轴旋转,出水口位置不能定点出汤。目前多采用边缘支点式液压油缸,可任意控制出汤的流量,保持液流平稳。炉体若损坏或需要维修,30分钟就可更换一个备用炉体,有益于平衡生产。
相对于传统坩埚窄而高的形状,为便于加入大块废料,目前发展了矮而阔的盆型坩埚。表面上看,盆型受热面积较小,金属表露面积较大,热损失也较大,其实,它有利于坩埚上缘部分金属的预热,使熔化速度比老式炉提高30%左右。老式炉为防止上下温差过大损坏坩埚,一般开始时用低压燃烧器缓慢加热至设定温度,效率低,而且坩埚上下加热强度的不均匀导致金属液上下温度不均匀,容易局部过热。用盆形坩埚上下温差小,无须慢加热,减少了预热时间,达到设定温度后,金属液温度均匀,燃烧机自动关闭,既防止过热又节省燃料。
(4)沉浸式坩埚炉(如图3)
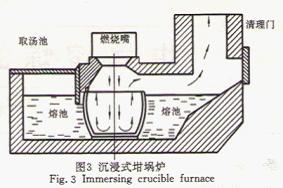
采用一般炉之逆向设计,将火焰直接喷入坩埚内,而金属液置于坩埚外壁和耐火炉衬之间。选用特殊强力短焰燃烧机可保证火力充满坩埚,排放的燃气被引出用于预热炉料。满负荷时热效率高达40%,烧损率仅1%-2%,综合效率远高于一般开放式火焰炉或保温炉。目前有4种标准,用于熔化,保温和集中熔化,熔化率在300-1000KG/小时。该炉结构紧凑,与铸机匹配方便。由于热源在炉子心部,故炉外环境温度较低,坩埚沉入熔池底部,使金属整体受热均匀,坩埚热疲劳程度轻,寿命延长。该炉可以机械加料而无坩埚损坏之虞。
(5)旋转式坩埚炉
炉身和坩埚可以旋转,主要用来处理有色金属屑及细废料。坩埚呈一瓶状,容量为铜屑600KG。工作时,炉体与垂直面成50º倾角,炉身与坩埚同时旋转,始终保持熔化金属与坩埚的受热面接触而将未熔的金属屑旋进溶液内部及下方。旋转可加快熔化速度,防止金属料在液面上漂浮。窄颈状坩埚有利于防止金属氧化,提高回收率。如含油3%的铜屑,其标准回收率达94%。
根据笔者多年生产熔炉和现场调试熔炉的经验,建议从以下方面考虑坩埚炉的选用。
(1)使用对象
对规模较大的压铸车间,机边保温炉宜用汲出式坩埚炉。若考虑以下因素,可选兼具熔化和保温功能的坩埚炉。
A.希望自动定时预先熔化,开机即可工作。
B.需要熔化少量多种牌号的合金。
C.希望较快捷调整温度。
(2)合金种类和日产量
对要求合金成分严格且牌号较多时,可适当增加坩埚的数量,避免混料。
(3)熔化率
应购置比所需正常熔化能力稍大些的炉子,以备不时之需。但不可太大,否则增加能耗,金属液在炉内停留时间过长,也降低质量。计算容量和熔化率时,要保证任何时候炉内保持不少于1/3的金属液。
(4)金属液供应的连续性
必需考虑应急备用熔炉。
(5)能源选择
要因地制宜,考虑成本,燃料的储存方法,环保及安装费用。对一些特殊要求,优先考虑产品质量和控制的可靠性。
三.高效操作应注意的问题
(1)熔炉检查
安装前要仔细检查坩埚有无裂痕。石墨坩埚不明显的釉层损坏也会使内层氧化。检查内衬并作必要的整理,保证尺寸正确,特别是喷火道和排气口,尺寸和斜度必须正确。同时要清除炉底的杂物,确保漏汤口能快速打开。导火柱和坩埚要在中心位置,坩埚与上盖板之间要留有膨胀间隙。
(2)点火
点火前应检查油温及气压是否正常,燃烧机位置和角度是否正确,仪表,空气开关和调节杆工作是否正常。为防止坩埚因热震损坏,要逐步加温,火焰不要直接对准坩埚。未进入正常熔炼温度,不要移动倾倒炉,以确保结合剂有效固定坩埚。
(3)加料
料未开始熔化前不要加入助熔剂,因熔化的助剂可能导致坩埚壁结渣或造成侵蚀。
(4)熔化
正确调节空气和燃料的混合比例。火焰沿坩埚外缘加热,围绕坩埚螺旋状上升,这是最理想的加热效果。若燃烧不完全,炉膛内会有积碳出现,要在其未冷却前及时清除。积碳原因是油料温度太低,燃烧机位置未校正或已经久失修,喷嘴磨损,火道尺寸及角度不对,炉底清理不干净,导火柱及坩埚未对中心等。要尽量保持不间断使用,不仅省燃料而且由于热冲击小,坩埚寿命长。如需要间断作业,应盖住坩埚上口,防止氧化,同时保持低温保温状态,不要让熔液在坩埚内凝固。
(4)清理
利用熔化间隔和坩埚的热度,及时铲除熔渣,否则将使坩埚容量变小,导热能力下降,变硬的熔渣层与坩埚膨胀系数不同使坩埚受损。熔渣吸收水份影响金属液含气量增加。可以定期用强力炉壁清渣剂加强清理效率。
四.熔解高品质金属的冶金因素
熔炼工作者往往淡化或忽视了获得高品质金属液的冶金因素,随着对铸件质量的要求越来越高,应给予足够的关注。
(1)温度控制
合理的浇铸温度由模具设计,铸件形状,壁厚,复杂程度,合金种类等因素决定。温度过低,将导致很多工艺缺陷,温度过高,则容易被氧化,生成氧化物夹渣,使结晶组织恶化,降低铸件品质。尤其是高温停留时间过长,将造成“死煎”。因此必须采用侵入式热电偶连续检测金属液的温度,并与加热系统形成闭环控制。
(2)除气
气体特别是氢以原子态溶于金属液中的数量是在固态下的数十倍。当铸件凝固时,液固转变析出的气体在铸件中残留形成气孔或针孔。因此必须防止熔化过程中气体的侵入,并在浇铸前除气和净化。为此
A.确保金属料,工具,耐火料,助剂等的干燥。
B.因金属液的吸气与温度和时间成正比,故要尽可能缩短高温保持时间,不要“炖煮”。
C.用覆盖剂可以减少气体侵入,但要注意覆盖剂对坩埚的负面作用。如熔化铜合金,可用少量氧化助剂使之在轻度氧化状态下熔化,然后在浇铸前作除氧处理。但该氧化助剂生成的金属氧化物对坩埚有影响,故改用干燥的木炭块覆盖,在出炉时再吹干燥的氮气除气。有些合金如黄铜含较多低熔点可挥发性的锌,熔化时锌蒸气可有效地阻止吸氢,在化学反应上可作为除氧剂,因此熔黄铜时,必须加一盖子防止表面氧化。又如铅合金有很强的亲氧性,但可形成一坚固的氧化膜防止进一步氧化,气体的侵入量也不会太多。在汲出式炉中,气体的侵入难以防止,必须使用各种熔剂才有效。
(3)助剂
为了获得净化的金属液,应使用助剂,如除渣剂,精炼剂,去气剂,变质细化剂等。由于助剂的质量参差不齐,有些劣质产品对坩埚有侵蚀作用,且对环境有污染,因此,要
慎重选择,还要选择最适宜的加入时间和数量,以达到最好的综合效果。
[註] 本文刊于《特种铸造及有色合金》1999年第4期
下一论文:暂无信息!